
一、工程说明:
 河南省 郑州植物园景观展览温室
河南省 郑州植物园景观展览温室本温室工程位于郑州市西郊绕城公路与中原路交叉口南200m,其主体为钢结构。如图1所示,左侧为半球形钢结构,底部直径32m,高17m;右侧为钟形钢结构,底部直径约48.7m,高31m;中间为弧形连廊,长约110m,宽约45m,高9.6m。由于本工程钢结构均为异形,给钢结构的制作造成了一定困难。

图:郑州植物园的景观展览温室建成后 人们到此取景
二、制作工艺技术
1、材料
本工程所用钢材为Q235钢,材料须按照GB50205—95《钢结构工程施工及验收规范》对材料的要求验收。钢材(钢板、钢管、H型钢)应具有质量证明书,并应符合设计要求。当对钢材的质量有疑义时,应按国家现行标准的规定进行抽样检验,确定其结果符合国家标准的规定和设计文件的要求后方可采用。2、放样
放样和号料根据工艺方案要求预留制作和安装时的焊接收缩余量及切割、刨边、铣平等加工余量;构件重要节点尺寸按实样放样或计算放样。
下图2所示为桁架放样图,桁架均为弧形无缝钢管拼接而成,中间撑管要做实样角度切割样板划线,做样板时需进行板厚处理,以免出现组对后缝隙大,无法焊接或焊接后变形增大。
下图3所示为球形钢结构外围的H型钢柱放样图,其他弧形H型钢均按此法进行放样。
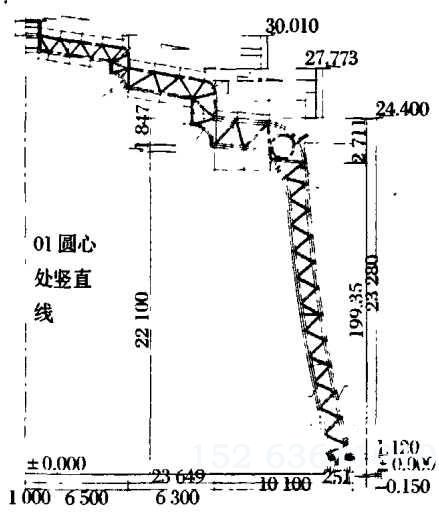
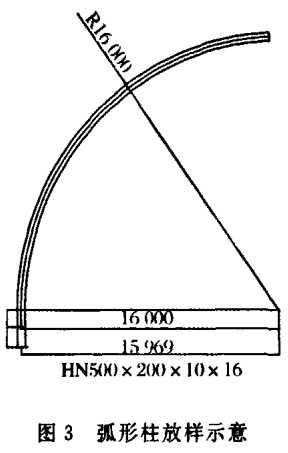
图2:温室工程桁架放样图
本展览温室的主要作用为展览南方稀有热带植物和进行科普教育,作为其主体结构的钢结构均为异形,制作工艺比较复杂。为此着重介绍异形钢结构的制作工艺,为钢结构的制作提供有益的参考,同时也为实际的工程施工提供指导。
3、号料
检查核对材料,在材料上划出切割、铣、刨、弯曲、钻孔等加工位置;打冲孔及标出零件编号。号料时应尽可能做到合理用材。发现材料上有疤痕、裂纹、夹层及厚度不足等缺陷时,应及时与有关部门联系,研究决定后再进行下料。钢材有弯曲和凹凸不平时,应先矫直,以减小测量的误差。4、切割
对H型钢的翼板、腹板、封头板、连接板等直板采用自动直线切割机切割,对于弧形板的切割采用手动切割机进行,对零星的厚度小于12mm的劲板、连接板等采用剪板机剪切。1)、剪切时应注意的工艺要点。上下刀刃的间隙必须调节适当。间隙过大,剪切时材料容易发生翻翘,并造成切口断面粗糙和产生毛刺,因此应根据板厚进行调正。剪切时,将剪切线对准下刃口,在剪板机上剪切时,初剪的长度不宜过长。材料剪切后的弯扭变形必须进行矫正,发现断面粗糙或带有毛刺,必须修磨光洁。
2)、锯割机械施工注意事项。型钢应预先经过校直,方可进行锯切。锯切的构件,先划出号料线,然后对线锯切。
3)、气割操作时需注意的工艺要点。气割时,割锯的移动应保持匀速,割件表面距离蜗心尖端2-5mm为宜。气割时,必须防止回火。为了防止气割变形,操作中应遵循下列程序:在钢板上切割不同尺寸的工件时,应先割小件,后割大件;在钢板上切割不同形状的工件时,应先割较复杂件,后割较简单件。
4)、零件的切割须达到的质量要求。零件的切割线与号料线的允许偏差应符合规定:手工切割±2.0mm;自动、半自动切割±I.5mm;精密切割±1.00mm。切割截面与钢材表面不垂直度不大于钢材厚度的10%,且不得大于2.0mm。
5、组装
组装工序为质量控制的关键点。
植物园景观展览温室
1)、组装规定
组装前,施工人员必须熟悉构件施工图及有关技术要求,并且根据施工图要求复核其需组装零件的质量。由于原材料的尺寸不够,或技术要求需拼接的零件,一般须在组装前拼接完成。布置装配胎模时须考虑预放焊接收缩佘量及其他各种加工余量。组装出首批构件后,必须由质量检查部门全面检查,经合格认可后方可继续组装。构件在组装过程中必须严格按工艺规定装配,当有隐蔽焊缝时,必须先行预施焊,并经检验合格后方可覆盖。为了减小变形,尽量采取小件组焊,经矫正后再大件组装,装配好的构件应立即用油漆在明显部位编号,写明图号、构件号和件数,以便查找。钢结构构件须在工厂进行预拼装。
2)、弧形H钢的组装
a.组装采用卡兰或铁锲子夹具,可把两个零件夹紧在一起定位,进行焊接。矫正夹具及拉紧器用于装配钢结构,拉紧器用于拉紧两个零件之间的缝隙。b.组装前翼缘板与腹板等零件的复验,主要使平直度及弯曲度的公差小于1/1000且不大于5mm,才可进入下道组装准备阶段。翼、腹板装配区域用砂轮打磨去除其氧化层,区域范围在装配接缝两侧30-50mm内。c.先将下翼缘吊入组装机平台,然后将腹板吊人组装机平台,校验弧形腹板是否变形。如变形则进行矫正,矫正后操纵夹紧装置进行夹紧,并进行点焊;最后,将构件翻身,把上翼缘吊装就位,进行组装。d.对于H型钢组装,要保持翼缘板与腹板的中心偏移量在2mm以内。
6、焊接
1)、桁架柱焊接部分无缝钢管壁厚不同,管子焊接前必须打磨内坡口;且桁架柱所有管件均为异形,必须采用对称焊接法防止焊接变形。圆管桁架支撑与主管焊接要圆滑过渡,注意外观形态,缺陷大时要打磨。全部桁架柱顶部复式圆管顶部环形杆件,焊接要先焊下边内环,依次向上焊接,以防出现变形,工地无法安装。2)、H型钢均为异形,采用半自动焊焊接。施焊前焊工复查组装质量和焊缝区的处理情况,如不符合要求,修整合格后方可施焊。焊接时应采用对称施焊法进行焊接。合理的施焊顺序(对角施焊法)和适用的焊丝、焊剂、焊接电流、电压可减小焊接变形和焊接应力。焊接加劲板时,由2名焊工从构件中间向两端对称施焊。焊接时先进行腹板焊缝的打底焊,后进行翼缘板焊缝的打底焊。在一侧焊缝的打底焊结束后翻身,进行另一侧加劲板焊缝的打底、盖面;再次翻身进行焊缝的盖面,以减少焊缝收缩和弯曲。端板和加劲板、连接板的打底、填充和盖面穿插进行,以减少构件的翻身次数。焊接完毕后,应清除熔渣等,并在焊缝附近打上钢印。组拼H钢角焊缝需为正三角形,偏移不大于1mm。
3)、科普中心区域全部弧形H钢柱顶部圆筒体先焊隐蔽焊缝,焊完后再焊盖环板。
4)、定位点焊所用的焊接材料的型号,应与正式焊接材料相同。
7、矫正和热煨弯工艺
1)、普通结构钢,可用冷矫正和冷弯曲进行矫正。矫正后的钢材表面不应有明显的凹面和损伤,表面划痕深度不宜大于0.5mm。钢材矫正后的允许偏差应符合GB 50205—95规定。零件、部件在冷矫正和弯曲时,其曲率半径和最大弯曲矢高,如设计无要求,应符合GB50205-95规定。2)、如图2所示桁架柱放样图,桁架柱主管杧99双管,配撑管似52/100组焊成桁架。各桁架柱间环向连接系杆,环向连接系杆为主管采用99/152双管配撑杆152/102组焊成弧形桁架(三角形)。
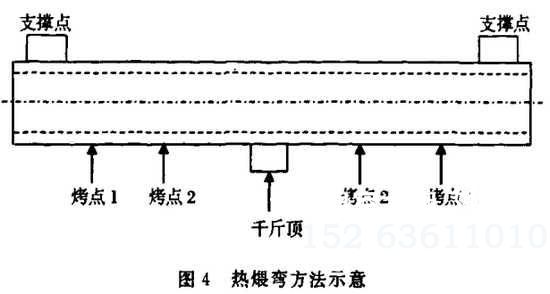
由于桁架柱各种杆件均为异形,其制作难度比较大,必须采用相应的热煨工艺才能制作成形。首先将厚度分别为14,7.5mm的299管开坡口并进行对接,对接时管子内壁加衬板,焊后进行煨弯。煨弯用胎模和千斤顶配火焰自行煨制,煨弯时注意千斤顶的位置要加垫板,烤点应从两边顶点位置远端开始,逐步向中间移动,方法如图4所示。热煨弯温度以800-900°C为宜,加热温度不应超过1050°C。环向连接系杆均采用以上方法进行热煨矫正。
3)、顶部3个转弯处内外半圆弧管和顶部圆弧管采用变频加热炉进行加工并进行组焊。
4)、弧形H钢柱的弧形板弧面变形可采用图4所示的方法进行矫正。如平面部分超差,采用型钢矫直机进行矫正,观察矫正变形是否正常,每次矫正完毕,测量变形量,确定下次矫正量,直至矫正合格。
8、弧形H型钢组装工艺流程
弧形H型钢组装工艺流程见图5。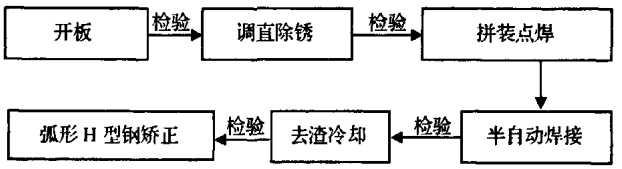
图5:弧形H型钢组装工艺流程
9、焊接探伤要求
1)、圆管对接要求单面焊双面成形,焊缝探伤二级,焊接符合JGJ 81—91《建筑钢结构焊接规范》要求。2)、方管对接要求单面焊双面成形,焊缝探伤二
级。
3)、H钢对接要求Z形接法,焊缝探伤二级。
4)、H钢柱、梁装配焊接需注意坡口处焊缝要达到探伤二级为合格。
北方温室大棚建设网结语
在温室钢结构的加工制作过程中,异形管件及弧形H型钢的加工比较重要,着重介绍热煨矫正的施工方法及弧形H钢的组装工艺,其制作成品如艺术品一般,可供类似工程参考。(刘胜利:中国机械工业第西建设工程公司,北方温室大棚建设网)





